The ATORN thread milling cutters
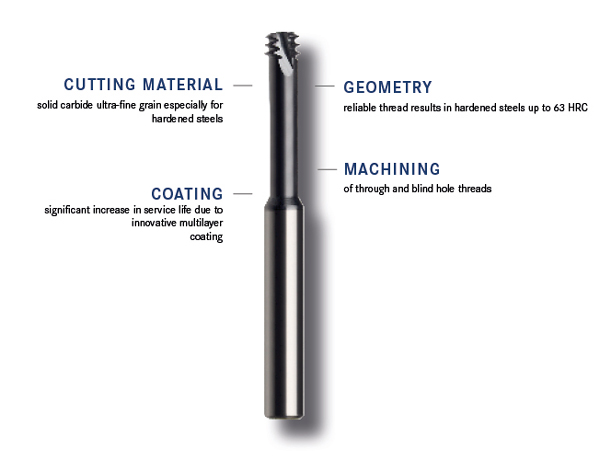
The ATORN thread milling cutters are manufactured from special carbide and are equipped with an innovative coating.
The thread milling geometry with the three rows of teeth and nine cutting teeth ensures economical thread cutting in hard machining up to 63 HRC.
The thread milling cutter range covers thread depths 2xD and 3xD.

The thread milling process - helpful tips
To achieve an optimum result when thread milling with ATORN thread milling cutters, the strategy is decisive. Circular thread milling with a starting position at the beginning of the thread minimises the stress on the teeth. In particular for hard machining, care must be taken to programme in synchronous operation. Thread milling cutters that work with this strategy reduce the pressure on the cutting edges by 10–15%.
NOTE: The ATORN thread milling cutters must be operated in the M04 anti-clockwise rotation in order to guarantee optimum process results.
Optimise the number of passages using the following recommendation:
- Pitch 0.5 = 1 passage
- From 0.5–1 = 2 passages
- From 1 = 3 passages
Request our CNC programme for the optimisation of your application. Contact our specialist here!
Lubrication and cooling: When using thread milling cutters for hard machining, we distinguish between lubrication with coolant (6–7%), which is used for thread milling up to a hardness of 55 HRC. Steel hardnesses of more than 55 HRC must be cooled with air. Reliable chip removal is important for both processes.
Core hole optimisation: Thread milling cutters for hard machining must counteract high forces. Therefore, minimising cutting forces is extremely important. A core hole optimisation increases the hole for the thread milling cutter insert. In practice, the dimension is increased by +0.1 mm in the M4-M16 range. In series production, the service life can be optimised by exploiting the upper tolerance limit.
 Screw taps for hard machining
Screw taps for hard machining
 Thread cutters for hard machining
Thread cutters for hard machining