Was sind die Vorteile und Nachteile von Gewindefräsen für die Herstellung von Innengewinde?
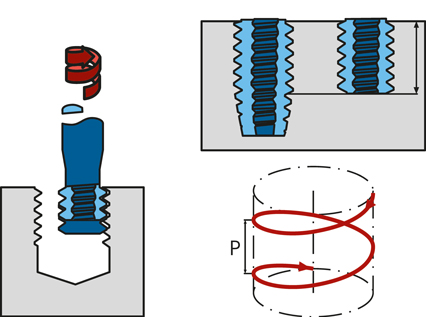
Durch die Entwicklung von computergesteuerten Maschinen ist das Verfahren des Gewindefräsens eine weitere Möglichkeit, Innengewinde herzustellen. Das Gewinde entsteht durch das spiralförmige Schrägeintauchen eines rotierenden Werkzeugs. Dabei erzeugt die axiale Bewegung des Werkzeugs in einer Umdrehung die Steigung. Voraussetzung dafür ist eine CNC-Maschine mit mindestens drei Achsen (XYZ).
Vorteile Werkzeugkostenminimierung
- Rechts- und Linksgewinde können mit einem Werkzeug hergestellt werden
- Gewindefräser decken verschiedene Gewinde mit gleicher Steigung ab
- bei Teilgewindeprofi l kann mit einem Schneideinsatz eine große Bandbreite an Gewinden hergestellt werden
Vorteile Prozesssicherheit
- extrem hohe Prozesssicherheit bei sehr teuren Bauteilen
- prozesssichere Lösung bei Problemwerkstoffen mit schlechtem Spanbruch und schwieriger Spanbildung
- erste Wahl bei dünnwandigen Werk stücken oder bei instabilen Aufspannungen
- hohe Gewindequalität
- Gewinde kann bis zum Grund einer Sackbohrung gefertigt werden
- durch Radiuskompensationsprogrammierung ist eine einfache Anpassung der Gewindetoleranz möglich
Nachteile
- Maschinenvoraussetzungen (XYZ Achsen)
- in Serien zumeist längere Zerspanungszeiten
- geringe Erfahrung der Anwender in der Gewindefräsbearbeitung
Wie funktioniert das Gewindefräsen?
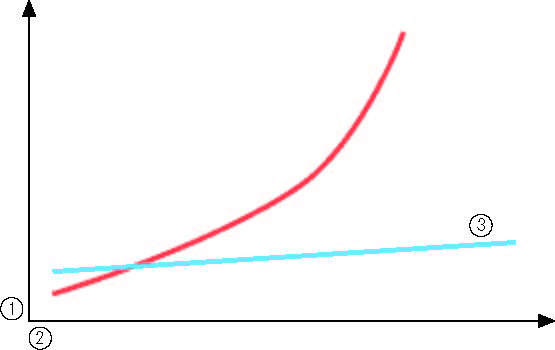
Das Gewindefräsen ist ein universelles Verfahren zur Herstellung von Innen- und Außengewinden und ist für weiche bis hin zu hochfesten Werkstoffen gleichermaßen geeignet. Im Gegensatz zum Gewindebohren und Gewindeformen steigen die Kräfte beim Gewindefräsen mit steigendem Durchmesser nur leicht an. Dies macht das Verfahren zur Nummer eins in der Herstellung großer Gewinde auf leistungsschwachen Maschinen.
Das Schaubild verdeutlicht den Zusammenhang.
① Drehmoment ② Gewindegröße ③ Gewindefräsen
Die aufeinanderfolgenden Werkzeugzähne des Gewindefräsers bilden keine Spirale, sondern sind ohne Steigung angeordnet. Die Gewindesteigung muss von einer CNC-Maschine mit der Z-Achse erzeugt werden. Beim Gewindefräsen werden sehr kleine Späne erzeugt, was ein extrem prozesssicheres Arbeiten ermöglicht. Insbesondere bei sehr teuren Bauteilen ist dies ein entscheidender Vorteil.
Welche Schneidstoffe werden beim Gewindefräsen eingesetzt?
 |
Beim Gewindefräsen kommt nur der extrem universelle VHM-Schneidstoff zum Einsatz, mit dem alle Materialgruppen bearbeitet werden können. Im Vergleich zum Gewindebohren herrschen beim Gewindefräsen nur minimale Torsionskräfte, weshalb hier die Biegefestigkeit nicht die entscheidende Rolle spielt. Bei Gewindefräsen ist eine geringe Biegefestigkeit sogar von Vorteil, um das Abdringen des Gewindefräsers zu vermeiden.
|
Wie wähle ich den richtigen Gewindefräserdurchmesser aus?
Jeder Gewindefräser erzeugt einen gewissen Formfehler, insbesondere nahe am Grund. Das Verhältnis zwischen Gewindedurchmesser, Fräserdurchmesser und Steigung ist der entscheidende Faktor. Der Gewindefräserdurchmesser sollte nicht größer als 70 % ± 15 % des Gewindedurchmessers sein, um den Formfehler zu minimieren. Anhand des Schaubildes kann der richtige Gewindefräserdurchmesser bestimmt werden.
Ein Beispiel soll den Sachverhalt verdeutlichen:
Ein Innengewinde M30 x 1,5 soll gefertigt werden. Tragen wir nun die Steigung und den herzustellenden Gewindedurchmesser in das Diagramm ein, so schneiden sich die Punkte. Im Schnittpunkt finden wir den zu empfehlenden Gewindefräserdurchmesser. In unserem Fall beträgt der optimale Schneidendurchmesser 21 mm. Den Schneidendurchmesser 21 mm finden wir bei der Kombination Nr. 13397 035 (Träger) + Nr. 13397 226 (Schneideinsatz). Dieses Produkt finden Sie in unserem Sortiment. Mit folgender Faustformel kann der Durchmesser auf eine andere Weise berechnet werden. Bei der Herstellung eines M30-Gewindes wäre der optimale Gewindefräserdurchmesser 70 % des herzustellenden Gewindes. (In diesem Fall wären es genau 21 mm.)
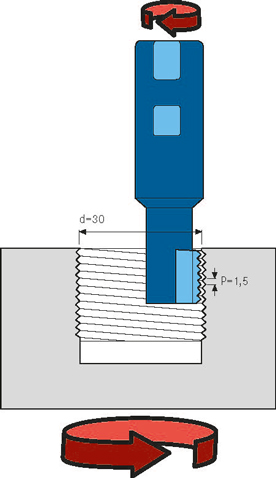
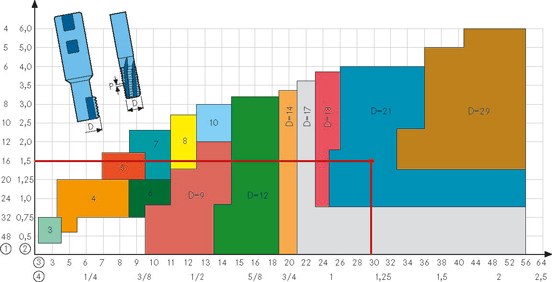
P = Gewindesteigung D = Werkzeugschneidedurchmesser
① Gänge/Zoll ② Gänge/mm ③ mm ④ Zoll
Wie funktioniert die Innenkühlung beim Gewindefräsen?
Die Innenkühlung ist gerade beim Gewindefräsen von zentraler Bedeutung. Die kurzen Späne müssen durch das Kühlschmiermedium aus dem Arbeitsbereich herausgespült werden. Die anfallenden Späne könnten sonst die Oberfläche des Gewindes beeinträchtigen oder gar zu Ausbrüchen am Werkzeug führen.
Grundsätzlich unterscheiden wir Gewindefräser mit axialem Kühlmittelaustritt, welche für Grundlöcher eingesetzt werden und modifizierte Varianten mit radialem Kühlmittelaustritt, welche ideal für Durchgangslöcher sind.
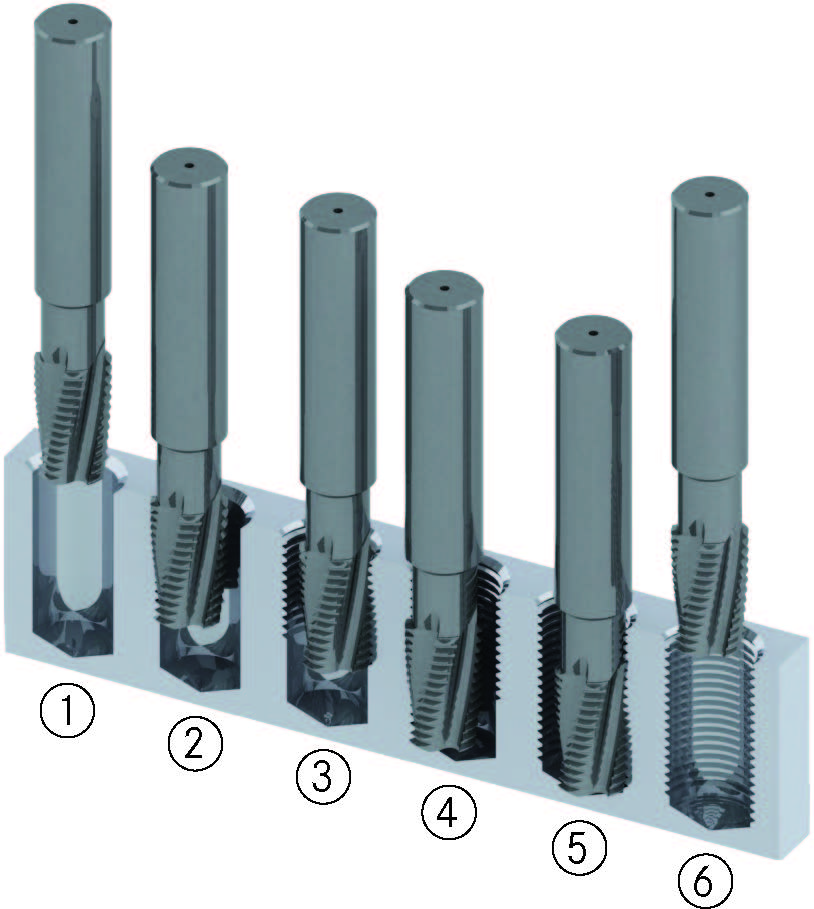
Welche unterschiedlichen Gewindefräser gibt es?
Wir unterscheiden folgende Gewindefräsertypen:
Mehrbereichsgewindefräser ohne Halseinstich
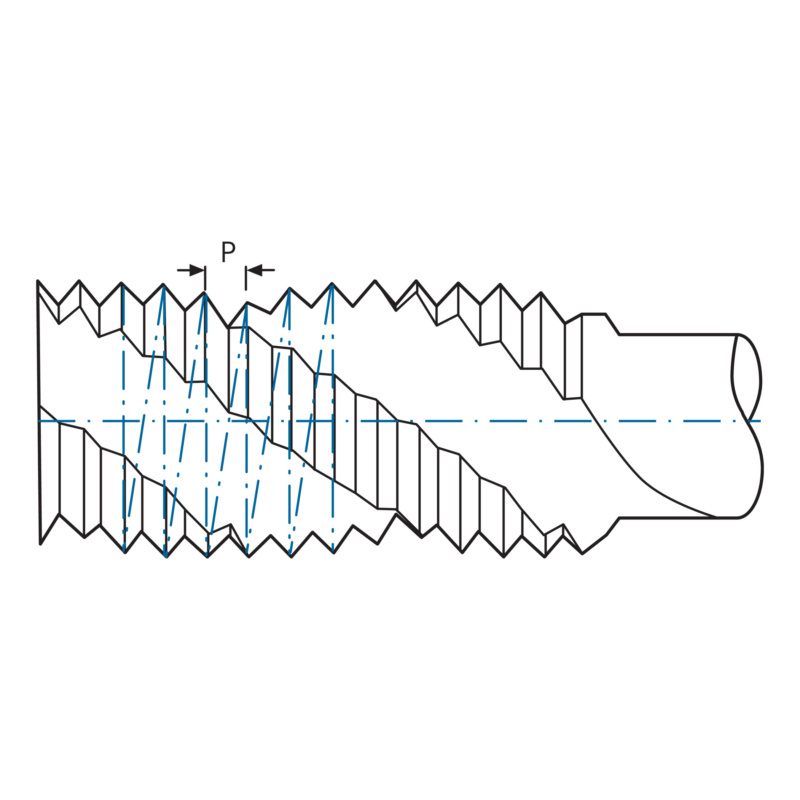
Der Mehrbereichsgewindefräser ist durch seinen einfachen Aufbau ein kostengünstiges Werkzeug für das Fräsen von Innengewinden. Mit diesem Gewindefräsertyp können zwei bis drei Gewindegrößen mit gleicher Steigung über das angegebene Nennmaß hergestellt werden. Bitte beachten Sie die Fräserdurchmesser zu Gewindegrößen.
Mehrbereichsgewindefräser mit Halseinstich
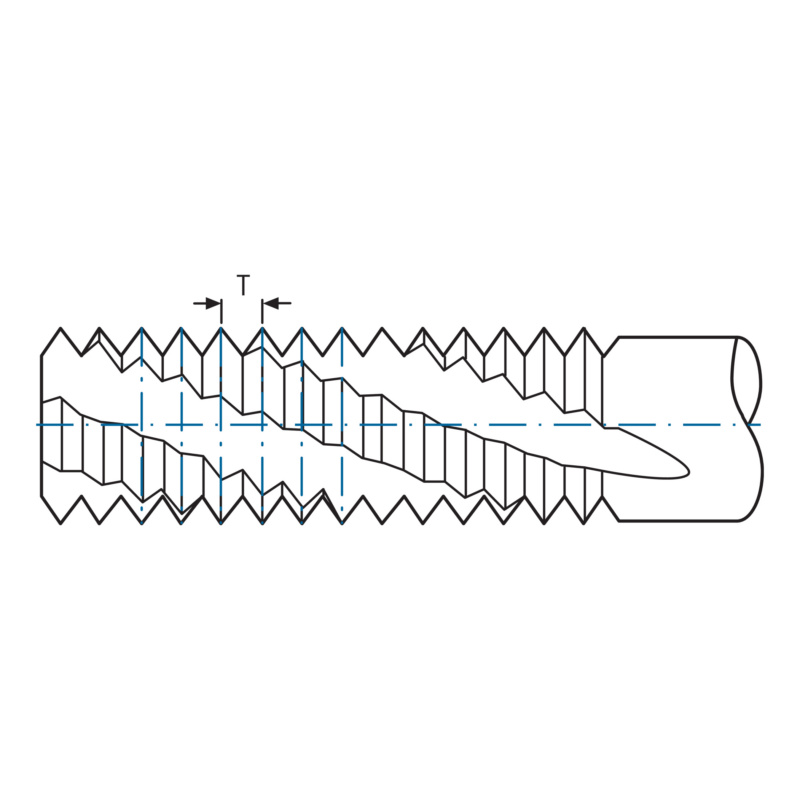
Der Mehrbereichsgewindefräser mit Halseinstich zeichnet sich durch seine universellen Anwendungsmöglichkeiten aus. Der Halseinstich ermöglicht das Fräsen sehr tiefliegender Gewinde. Mit diesem Gewindefräsertyp können alle Gewindegrößen mit gleicher Steigung über ein Nennmaß hergestellt werden.
Ablaufschritte:
① Werkzeug fährt auf Startposition zentrisch über die Bohrung
② Beginn des Gewindefräsens mit Einfahrschleife
③ Fräsen des Gewindes mit anschließender Ausfahrschleife
④ Beginn des zweiten Gewindefräsprogramms mit Einfahrschleife
⑤ Fräsen des Gewindes mit anschließender Ausfahrschleife
⑥ Verfahren auf Startposition und Beenden des Bearbeitungsvorgangs
Gewindefräser mit Senkstufe
Der Gewindefräser mit Senkstufe zeichnet sich durch die Kombination aus Senken und Gewindefräsen aus. Mit diesem Gewindefräsertyp können zwei bis drei Gewindegrößen mit gleicher Steigung über das angegebene Nennmaß hergestellt werden.
Ablaufschritte:
① Werkzeug fährt auf Startposition zentrisch über die Bohrung
② Ansenken der 90°-Fase
③ Beginn des Gewindefräsens mit Einfahrschleife
④ Fräsen des Gewindes mit anschließender Ausfahrschleife
⑤ Verfahren auf Startposition und Beenden des Bearbeitungsvorgangs
Mikrogewindefräser
Mikrogewindefräser bieten die Möglichkeit, Gewinde ab M1 bis zu einer Gewindetiefe von 5xD prozesssicher herzustellen. Wir unterscheiden hier zwei Werkzeuggeometrien:
Eine universelle Geometrie, welche alle Materialgruppen bis 1500 N/mm2 abdeckt und eine Hartbearbeitungsgeometrie, welche für gehärteten Werkstoff bis 63HRC entwickelt wurde. Bei der Hartbearbeitung wird der Gewindefräser im Linkslauf M04 eingesetzt, um die optimale Standzeit zu erreichen.
Ablaufschritte:
① Werkzeug fährt auf Startposition zentrisch über die Bohrung
② 90°-Eintauchbogen
③ Gewindefräsen
④ 90°-Austrittbogen
⑤ Endstellung
Gewindefräser mit Gewindeschneideinsatz
Insbesondere bei größeren Gewinden kommen die Vorteile des Gewindefräsens voll zum Tragen. Aufgrund der enormen Kosten des VHM-Schneidstoffs über dem Durchmesserbereich von 20 mm kommen hier Träger aus Stahl oder VHM zum Einsatz, welche mit einen VHM-Schneideinsatz bestückt werden. Bei hohen Auskragungen oder großen Gewindetiefen sollte aufgrund der Steifigkeit ein Träger aus VHM eingesetzt werden. Mit der richtigen Auswahl der Schneidplatte ist auch die Bearbeitung von Außengewinden realisierbar. Die Schneideinsätze sind alle in Vollprofilausführung und ermöglichen das Herstellen hochpräziser Gewinde.

Gewindefrässystem mit stirnseitiger Gewindefräsplatte
Durch die Entwicklung des Gewindefrässystems mit stirnseitiger Wendeschneidplatte können mittlere bis große Gewinde prozesssicher gefertigt werden. Auch hier stehen zwei Halterausführungen in Stahl und Vollhartmetall zur Verfügung. Hinsichtlich der Schneideinsätze stehen sowohl Teil-, als auch Vollprofilplatten zur Verfügung. Mit Teilprofilplatten lassen sich Gewinde mit verschiedenen Steigungen und mit Vollprofilplatten präzise Gewinde mit einer Steigung herstellen.
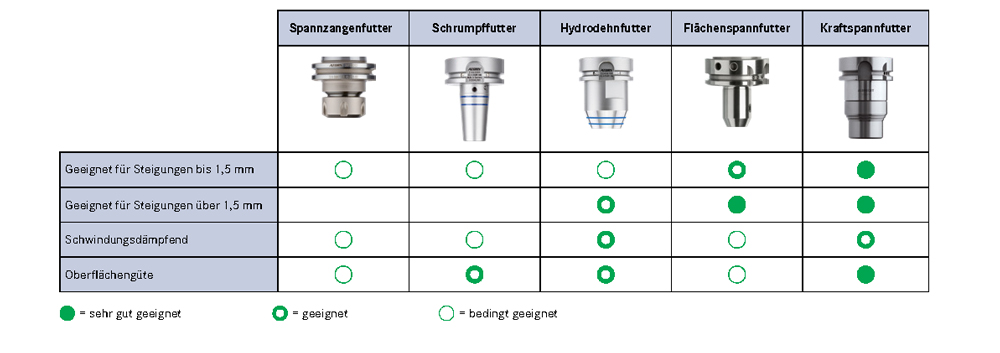
Welche Spannmittel sind für das Gewindefräsen geeignet?
 Mehrbereichsgewindefräser mit Halseinstich
Mehrbereichsgewindefräser mit Halseinstich
 Mehrbereichsgewindefräser
Mehrbereichsgewindefräser
 Gewindefräser Dreiprofil
Gewindefräser Dreiprofil
 Bohrgewindefräser mit 45° Senkstufe
Bohrgewindefräser mit 45° Senkstufe
 Mehrbereichsbewindefräser mit 45° Senkstufe
Mehrbereichsbewindefräser mit 45° Senkstufe
 Bohrgewindefräser Zyrkular
Bohrgewindefräser Zyrkular
 Gewindeschneidplatte für Gewindefräser
Gewindeschneidplatte für Gewindefräser
 Halter Gewindefräser
Halter Gewindefräser
 Halter SP Gewindeplatten
Halter SP Gewindeplatten
 Teilprofilplatte 60° Mehrschneider
Teilprofilplatte 60° Mehrschneider
 Trapezgewindefräser Einschneider
Trapezgewindefräser Einschneider
 Teilprofil 60° Dreischneider
Teilprofil 60° Dreischneider
 Gewindefräser Teilprofil 60° Einschneider
Gewindefräser Teilprofil 60° Einschneider
 Vollprofil 60° Mehrschneider
Vollprofil 60° Mehrschneider
 Vollprofil 60°Dreischneider
Vollprofil 60°Dreischneider
 Vollprofil Trapez Dreichneider
Vollprofil Trapez Dreichneider